GB/T39803―2021《平板玻璃制造能耗评价技术要求》于2021年3月9日发布,2021年10月1日实施。根据目前平板玻璃制造的实际情况,该标准所述的能耗指标评价未提及烟气治理系统电耗,余热发电能耗比也有值得讨论的地方。建议修订GB/T39803―2021《平板玻璃制造能耗评价技术要求》,增设烟气治理系统电耗的能耗评价指标,修改余热发电能耗比的能耗评价指标,以符合平板玻璃制造的实际情况。
“烟气治理系统电耗”评价指标缺失
GB/T39803―2021《平板玻璃制造能耗评价技术要求》缺少对烟气治理系统的电耗评价,这将导致能耗评价不能覆盖平板玻璃制造全过程。
根据现行国家标准GB26453―2011《平板玻璃工业大气污染物排放标准》规定的平板玻璃制造企业大气污染物排放限值要求,结合部分地方省级人民政府制定的更加严苛的地方污染物排放标准的规定,按照现有平板玻璃制造工艺,平板玻璃制造必须投运烟气治理系统才能实现达标排放,因此烟气治理系统是随平板玻璃制造同时运行的,是平板玻璃制造过程中不可缺少的一部分。既然GB/T39803―2021《平板玻璃制造能耗评价技术要求》规定了平板玻璃制造过程的能耗评价,则应将平板玻璃制造过程中的所有工序的能耗纳入,不能有遗漏。
实际上,烟气治理过程的能耗是比较高的,是不能够忽略的。现有平板玻璃烟气治理的主要工艺分两种:一种是较为传统的ESP+SCR脱硝+半干法脱硫+袋除尘器工艺,另一种是陶瓷滤管一体化工艺。
以1200t/d玻璃生产线烟气治理系统为例,传统工艺和陶瓷滤管工艺自带风机情况下运行电功率分别为约800kW、600kW,折算其电耗分别为约16.0kWh/t、12.0kWh/t,而GB/T39803―2021《平板玻璃制造能耗评价技术要求》中所有电耗指标A、B、C三级评价指标基准的合计值(界限数值)分别为100kWh/t、107kWh/t、113kWh/t。
由此可见,不论烟气治理系统采用何种工艺,烟气治理系统的电耗占平板玻璃制造总能耗的比例都会达到10.6%~16.0%,这么重要电耗指标的缺失,对整个玻璃工厂能耗评价体系影响很大,至少说明GB/T39803―2021《平板玻璃制造能耗评价技术要求》的评价体系构建,缺少系统性、全面性和科学性。
仅以发电量作为评价指标不合理
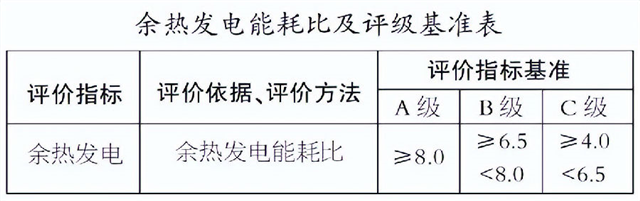
该标准首次提出了余热发电能耗比的参数,定义为吨玻璃余热发电量(折算为千克标煤)与平板玻璃燃料消耗量的比值,单位为%,其意义为每吨玻璃消耗的燃料热量中,通过余热回收,最终转换为电力的比例。该标准中还给出了其评价指标基准及权重值,评价指标基准分为A、B、C三级,按照该指标的计算方法和评价基准,可以看出余热发电站的发电量越高越好。具体参数如下表所示:
玻璃工厂的余热发电站,是为窑炉烟气余热回收而设置的附属配套车间,因此余热发电站的建设首先是要满足玻璃工厂生产的需求,其次才是发出电力。玻璃工厂对余热发电站的需求包括不得影响窑炉生产、满足环保对烟气温度的需求、满足工厂生产生活供热需求等。
有些玻璃工厂是有蒸汽需求的,例如重油伴热、原料车间、溴化锂制冷、冬季采暖等,这些蒸汽均由余热发电站提供。供汽时,余热发电站的发电量必然会减少,此时再按GB/T39803―2021《平板玻璃制造能耗评价技术要求》来考核期发电量是否科学,值得商榷。实际上蒸汽用于供热,利用了蒸汽的汽化潜热,比用于发电的热利用率高得多,从能源利用的角度也是更合适的。
余热发电站有风机、水泵等各类用电设备,扣除这些设备自用电量后的净供电量,才是能够产生节能减排收益的,降低自用电量也是余热发电站运行的一个重要运行管理目标,因此仅考核发电量是不能准确反映余热发电站的设计和运行水平的。
现有烟气脱硝工艺进口温度350~380℃(具体与脱硝工艺有关),这是低于玻璃窑炉排烟温度的,因此烟气一般先通过余热锅炉降温到合适温度后,送去烟气治理系统,烟气经处理后,温降约30℃,再接回余热锅炉。烟气治理系统的投运降低了余热发电量,考核发电量指标应指明烟气治理系统是否运行为前提的。
烟气治理系统的烟气阻力较大(2000~4000Pa),单独设置风机需要采用高温风机,烟气的工态流量大,引风机运行功率高,引风机及相关设备投资额也高,因此更好的方式是由锅炉引风机克服余热发电、烟气治理系统全部阻力(不含低温脱硫部分),这种方式占地更小、烟气管路更简单、投资和运行成本更低。在这种方式下,余热发电和烟气治理系统的用电量是无法准确区分的,余热发电站的自用电量无法准确计量,因此通常将余热发电和烟气治理系统进行统一管理、合并考核。
可以看出,在考核余热发电站的发电量时,供热量、自用电量、烟气治理系统是否运行都是不可忽视的问题,GB/T39803―2021《平板玻璃制造能耗评价技术要求》中余热发电能耗比指标,既没有考虑不同地区烟气余热多用途利用客观事实,也没有明确界定烟气余热发电量前提条件,仅以发电量作为评价指标,是不合理的,也是不科学的。
指标设定的评级基准值脱离实际
近年来玻璃熔窑技术不断进步,玻璃液和配合料的热吸收效率不断提高,当前技术水平的典型平板玻璃熔窑热平衡如下图所示。由图可知,烟气离开熔窑带走的热量占燃料热的35%~45%,其中小炉及蓄热室散热5%~10%,因此烟气能够去余热锅炉的热量占燃料热的25%~40%。
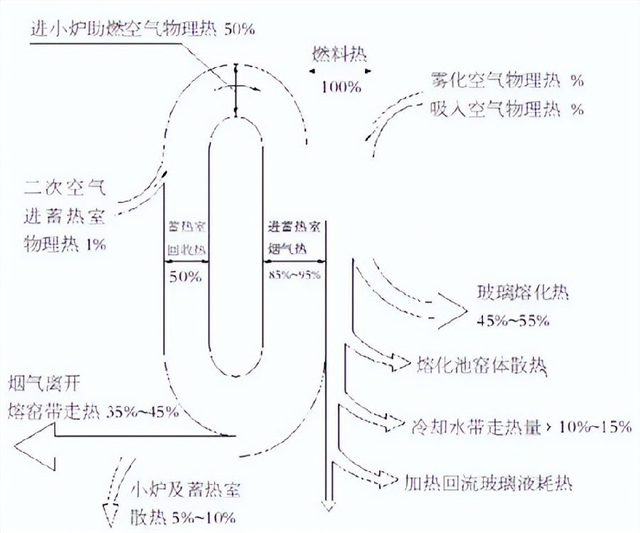
典型平板玻璃熔窑热平衡图
玻璃熔窑烟气余热发电的主要流程:余热锅炉回收烟气余热,生产出过热蒸汽;过热蒸汽送到汽轮机中做功,变成了乏汽,汽轮机带动发电机转动发出电力;乏汽经冷却后变成冷凝水,再送回余热锅炉。通常余热锅炉进口烟气温度约450~550℃,排烟温度约160℃,其中烟气在烟气治理系统中温降约30℃。由此可以计算出,余热锅炉进口烟气温度分别为450℃、500℃、550℃时,烟气热量回收利用率分别约为60.2%、64.3%、67.6%(未考虑室内外砖烟道散热、锅炉系统漏风、排污等)。
为了达到发电量的最大化,玻璃熔窑烟气余热发电一般选取中温(400~440℃)、次中压(1.8~2.5MPa(g))蒸汽,装机规模一般为1.5~20MW,汽轮机进汽的比焓约为3250~3330kJ/kg,乏汽比焓约为2400kJ/kg(具体与排汽温度、压力有关)。因此过热蒸汽热量转换成电力的比例约为24.4%~26.0%(考虑汽轮机机械效率为99%、发电机效率为97%,汽轮机的各种损失合计按3%计)。
综上所述,可估算出烟气热量转换为电力的比例为14.0%~17.6%。上图标明余热锅炉进口烟气余热占燃料热的25%~40%,由此可知理论上燃料热的3.7%~7.0%可通过余热发电变成电力,即余热发电能耗比理论上限值为7.0%,这个理论上限值小于GB/T39803―2021《平板玻璃制造能耗评价技术要求》中余热发电能耗比A级评价指标基准(>8%)的要求,说明该指标A级要求已经超出了理论上可实现的范围,是不可能实现的。
实际上,GB/T39803―2021《平板玻璃制造能耗评价技术要求》中余热发电能耗比A、B级评价指标基准的下限值分别是C级下限值的2倍、1.625倍,这说明在窑炉工况相同的情况下,A、B级下的发电量应是C级下的2倍和1.625倍。余热发电属于量体裁衣,发电量的多少取决于余热资源量的多少,同等玻璃窑炉工况下,发电量不可能存在2倍或1.625倍的差别,说明该评价指标设定的三级数据本身就不太合理。
玻璃熔窑烟气余热发电工程实践已经有15余年,相关技术和设备业已成熟,国内外建设的玻璃熔窑烟气余热发电站已100余座。从那些发电量数据比较好的余热发电站来看,无论窑炉规模大小、热耗高低,其余热发热发电能耗比为4.8%~5.9%,均没有达到6.5%,都只能达到余热发热发电能耗比的C级评价指标。
余热发电能耗比评价指标基准A、B级要求的发电功率已经远超工程实践中所能达到的数值,工程实践中仅能部分达到其C级要求,说明该指标设定的评级基准值脱离实际。
该指标的设定与技术进步相矛盾
《中华人民共和国标准化法》第一条规定,我国制定标准的目的是“为了加强标准化工作,提升产品和服务质量,促进科学技术进步,保障人身健康和生命财产安全,维护国家安全、生态环境安全,提高经济社会发展水平”。GB/T39803―2021《平板玻璃制造能耗评价技术要求》的发布是为了促进平板玻璃相关技术的进步,降低平板玻璃制造过程中的能耗,但余热发电能耗比指标的设定,却与玻璃窑炉相关技术进步方向是相反的。
玻璃熔窑热主要去向分为三部分:玻璃熔化热(45%~55%)、烟气带走热(25%~40%)、各项散热(15%~25%,含小炉及蓄热室散热),其中是熔化热是工艺生产的有效热,降低能耗应尽可能降低烟气带走热和各项散热,这也是玻璃窑炉相关技术进步的一个主要方向。
随着未来技术不断进步,会用更多的新型节能技术应用到玻璃熔窑中来。如“玻璃熔窑用红外高辐射节能涂料”“火电复合熔化玻璃技术”(电助熔技术)等。这些节能技术的直接目的,就是提高玻璃液和配合料的热吸收效率,减少烟气带走热。可利用的烟气余热就会越来越少,余热发电量会越来越低,而GB/T39803―2021《平板玻璃制造能耗评价技术要求》中的余热发电能耗比则是要求余热发电量越高越好,这与技术进步是相矛盾的。
若为了增加余热发电量,而增加窑炉燃料消耗或减少蓄热室回收热,这是本末倒置,也是得不偿失的。

